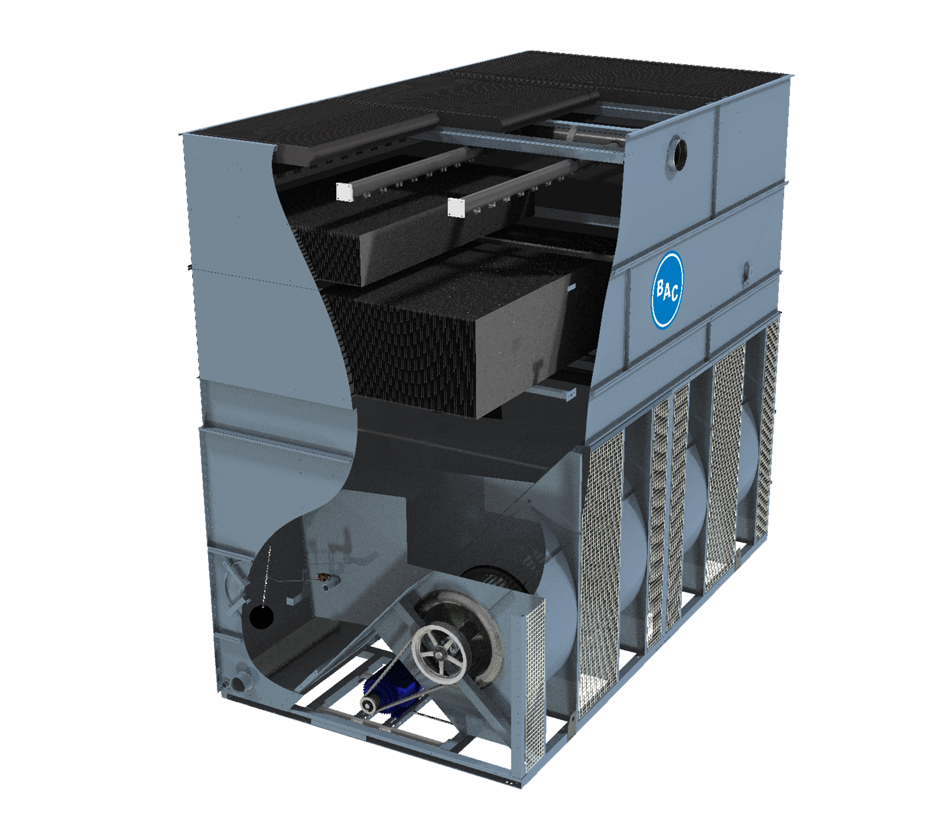




Series V Cooling Tower
FOR INDOOR, HEIGHT-RESTRICTED, AND SOUND SENSITIVE APPLICATIONS
The Series V cooling tower is an ideal like-for-like replacement unit for many existing applications, offering the lowest replacement cost with no structural, electrical or piping modifications. It can overcome high external static pressure and has low sound capabilities which makes it a great fit for indoor applications and for ducted and sound sensitive locations.
- Thermal Capacity: 12 - 1,335 tons1
- Flow Rate: Up to 6,750 USGPM1
- Counterflow // Centrifugal Fan // Forced Draft

BAC Leads the World in Heat Transfer Solutions
Discover BAC’s ongoing innovations in using the power of water to save energy in this segment of Inside the Blueprint that aired on Fox Business.
Benefits
-
 Flexibility
Flexibility -
 Sound
Sound -
 Reliability
Reliability
Flexibility

Low Profile VTL Cooling Tower Models Available
Increased Installation and Application Flexibility
- Centrifugal fans that can overcome the static pressure imposed by external ductwork, allowing the Series V to be installed indoors
- Well-suited for height sensitive installations with low profile models as short as 5’-2”
- Low installed cost for replacement units since all models mount directly on two parallel I-beams
Sound

Reliability

Key Resources

Related Documents

